This fourth article in a series about our visit to the U.S. Mint at Denver offers information, photos and videos on the production of circulating coins at the facility.
It’s almost as if visitors to the United States Mint in Denver, Colorado, are subjected to a sort of time warp that takes them from the early 1900’s and then to modern day. In walking up to the building’s front, you see the classic Gothic Renaissance structure and are reminded of the days of old. But inside, a different scene quickly emerges with massive machinery, computers, robotics and operations taking up a city block.

To appreciate the disparate views put forth by the structure and the processes occurring inside, visitors should consider the public tour which I wrote about earlier. The original Denver Mint building of 1904 is still in use, preserving the impressive grand marble hallway, chandeliers, murals, and even a machine gun nest of yesteryear. However, behind that classic structure, several later year additions speak of its true purpose — manufacture coins of all denominations for general circulation. It is the procedures and equipment of circulating coin production that this article, photos and videos hope to now focus on.
The mechanics of producing coins for circulation is almost identical to that of the Denver Mint’s sister facility in Philadelphia, with a few exceptions. One of the most notable is that the Denver Mint operates in connected structures added in stages throughout the years. This means production lines are not always completely linear. This is not to say that the Denver complex is without practicality. Operations start where they will end, at the loading dock. There, pallets of metal coils are unloaded and then moved to short term storage on racks. It is these coils from which coins for circulation are made.
 |
 |
Think of the coils as rolls of blank newspaper, only weighing thousands of pounds with each about a foot wide and consisting of 15,000 feet of metal about the thickness of the size of coin to be struck. These heavy coils are loaded as needed to a production line that begins with Blanking Presses.
Blanking Presses Produce Blanks
To begin the coin production process, a coil is fed into a Blanking Press that works like a giant cookie-cutter, punching out blanks at an amazing rate. For instance, in one minute more than 13,200 blanks for dimes can be produced — blanks are the round metal disks that get struck by dies in Coining Presses and become coins.

With the above three photos in mind, the front of a Blanking Press accepts sheets of metal, the middle of it cuts the blanks, and the end of it delivers the desired blanks and leftover scrap called webbing.
To see how it all works, the following photos and videos offer a visual tour of the process.

This short video shows how quickly the sheet of coil spins and moves inside the Blanking Press, hinting at the speed blanks are made.
Directly inside, the sheet is guided into the pressing area.
Now, the Blanking Press cuts the blanks — 22 in one stroke, and its conveyor delivers them. Watch this video to see how quick it all happens and hear the loud punching action of the press.
Blanking Press operators, like Freddie Smith, will often inspect the scrap because if there are errors in the blanks, there will be opposite errors in the scrap too, like a puzzle.


Annealing Furnaces and Washing Blanks at Denver Mint
The next stage is for the coin blanks to go through annealing furnaces which both softens the metal and strengthens it. Following their trip through the "oven," the blanks spend a few minutes in a quench tank to cool down before it is time for a bath.
This is one step which differs slightly from the Philadelphia Mint. At the Pennsylvania location, the coins are taken out of the quench tank and into the washing process via whirlaways which spin around transporting the now cooled blanks up the line. In Denver, they are mechanically lifted out of the quench tank to drain before moving on.
Annealing the blanks causes discoloration which now must be removed. To do so, the blanks are cleaned in a washing process that involves chemicals which also aid in brightness and prevents tarnishing. Once complete, the blanks are dried in preparation for upsetting.
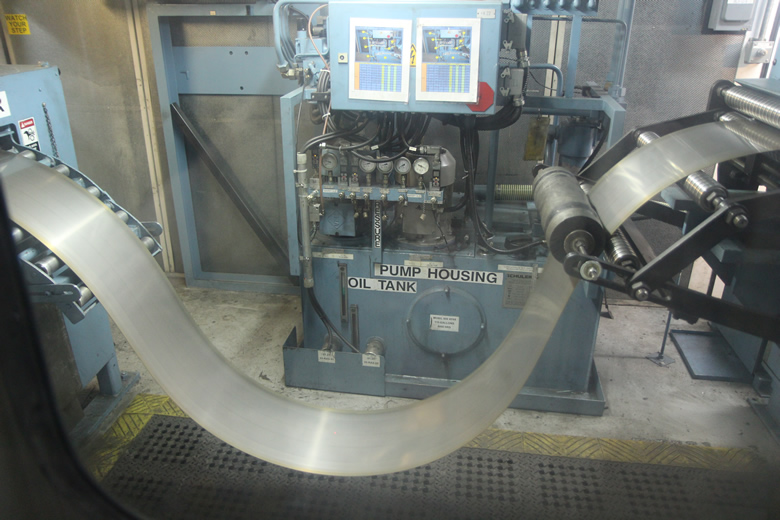
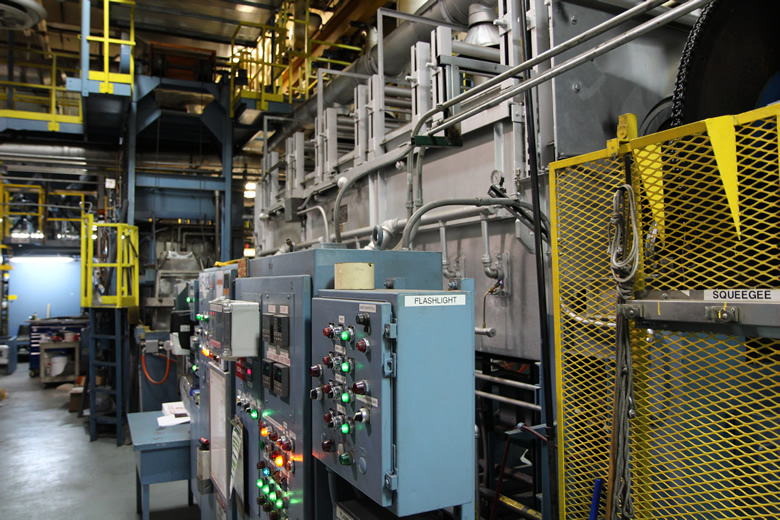
Now, another series of photos that shows the steps. First, many of the machines on the production floor are gigantic and it makes it extremely difficult to get photos of them. This photo highlights the height of equipment in the area.

With that said, here are some photos of the annealing and washing stages.

Here is a short video of a skip basket with 2-3 gallons of water to wash blanks and drain them. It works like a colander (strainer) and is connected as part of a different furnace, AF 5, which anneals and washes quarter blanks. It handles about 3,000 lbs. of blanks an hour.
Moving along, this steam dryer uses steam to dry damp blanks after washing.


Upsetting Stage to Create Coin Planchets
At this phase, the blanks are flat discs and need to be run through the upsetting mills. These devices create a rim or edge on each piece. This is important as the rim becomes the highest point on the soon-to-be-coin and helps to protect the designs. Not only do the pieces change in appearance after a run through the upsetting mills, they also take on a new name. Technically, they are now coin planchets.
We walked quickly through these areas at the Denver Mint because the machinery was exactly like those of the Philadelphia Mint. The following photos and video are those we took during our private tour of the Philadelphia Mint.

 |
 |


When it comes to making blanks and planchets to produce coins for circulation, the manufacturing steps are the same minus the penny. The United States Mint no longer makes blanks and planchets for Lincoln cents. They are outsourced and delivered to the Denver Mint (and Philadelphia Mint) in bins, like those in the two photos below. The cent planchets in these bins are bottom fed to Coining Presses.


Coining Presses at Denver Mint to Strike Coins for Circulation
Planchets journey further down the production line, via conveyors, to Coining Presses. It is here that they take on their final form and become coins. To do so, the planchets are fed on demand into the presses.

An individual planchet is maneuvered in between obverse and reverse dies (see how dies are made). The hammer die (the obverse) is pressed at incredible speeds towards the anvil die, stamping both designs into a planchet and officially turning it into a coin. This all occurs in the blink of an eye with up to 12 coins struck each second.
 |
 |
This video shows exactly how fast the presses work. This one is striking quarters.
After pressing, the coins drop into a catch box to await manual inspection. This video shows a catch box on a Coining Press for Lincoln cents.
One coin in the catch box from each production run is checked for flaws before the batch is let loose for packaging. If the coin has an error, the entire lot is scrapped. They end up in a waffle machine, which destroys their designs.

If the coin passes inspection, the press operator pulls the trap on the catch box and the coins fall onto a conveyor and travel to a packaging room.
Counting Coins and Bagging at Denver Mint
All freshly minted circulation quality coins are then automatically counted and placed into massive bulk bags which can weigh over a ton and require a pallet of their own.


Two videos follow. One shows a couple of the coin counters at the Denver Mint and the other shows a line of counters, starting at the bottom and working back toward the top.
Bulk bags go into storage in the vault, but generally not for long.
 |
 |
 |
 |
The next stop is the loading docks, which is where the process all started. What came in as rolls of metal now goes out as coins (and scrap). The coins continue the journey via trucks to Federal Reserve Banks and eventually end up in your pocket.
Next Article in Series About the Denver Mint
Thank you for stopping by! Please return Monday, Jan. 20, 2014, for the next article in our several part series about the United States Mint at Denver. It’ll focus on the packaging of numismatic sets and include more photos and videos. To catch up on all of the articles, there are links to them in the upper right column.





hello, i wonder how a sheet of coil is made after being outsourced by the us mint. is the composition of copper and nickel mixed at one time or is the copper coil gets coated by nickel? thanx.